
以下是:有现货的异型钢管基地的产品参数在赣州市南康区采购有现货的异型钢管基地请认准亚华钢管有限公司(南康分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:胡经理-15066480076,QQ:1050645133,地址:汇通物流园C区303)。 江西省,赣州市,南康区 南康境内有1个内陆港口(赣州港)、1个机场(赣州黄金机场)、4条铁路(京九铁路、赣韶铁路、昌赣高铁、赣深高铁)、3条国道(105国道、323国道、357国道)、4条高速(大广高速、厦蓉高速、赣韶高速和赣州市绕城高速公路)。
以下是我们精心制作的有现货的异型钢管基地产品视频,它比任何文字描述更能展示产品的细节和优势。请您点击观看,让我们的产品为您带来惊喜。
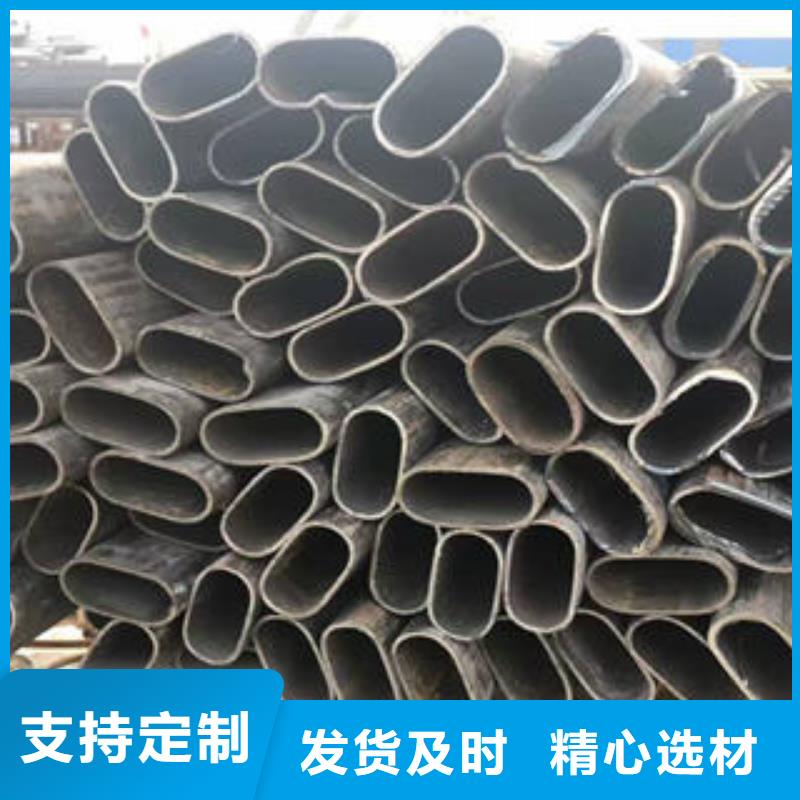
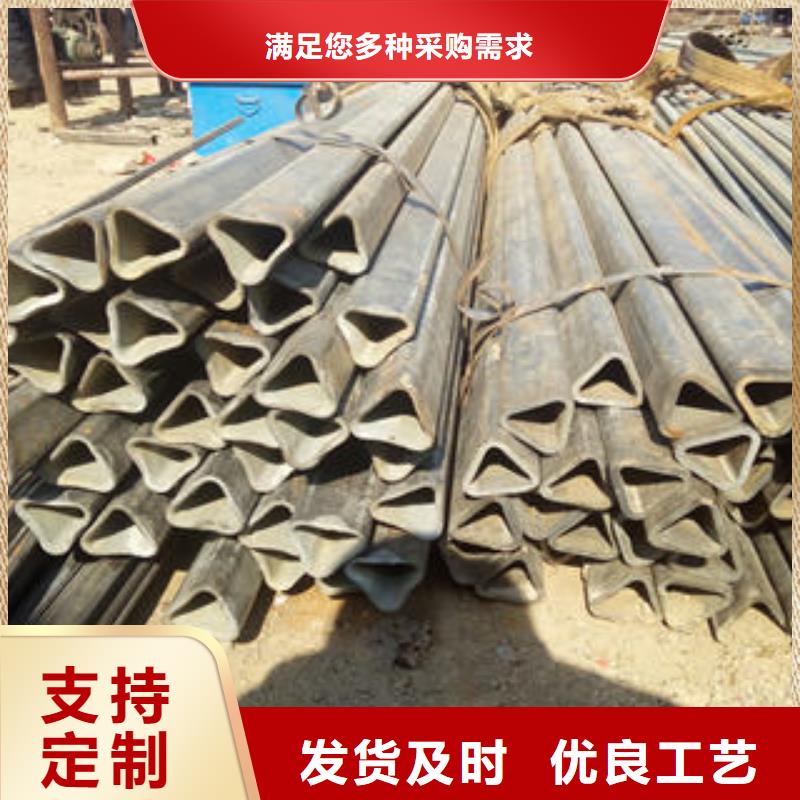
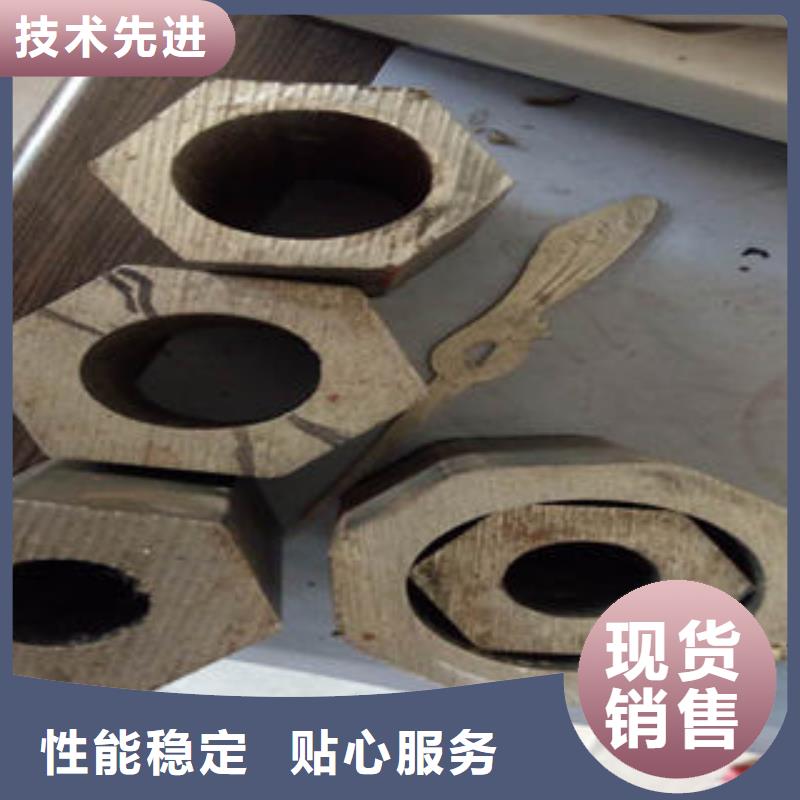
以下是:有现货的异型钢管基地的图文介绍赣州南康无缝钢管亚华钢管有限公司赣州南康无缝钢管一站式采购服务热销产品PRODUCT REAL SHOT DISPLAY赣州南康无缝钢管的图文介绍
产地采购款式新颖
浅析不锈钢异型管的焊接要点:
(一)不锈钢异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
(二)焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
(三)为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
(四)异型管焊接容易受到风的影响,有时风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
(五)保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。(六)采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
(七)为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
(八)焊嘴与异型管间的距离以15-25mm为宜。
(九)对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
(十)采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松一些。
(十一)一般在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
(十二)在室外有风的地方进行异型管焊接时,务请采取挡板的措施,而在室内则应采取适当的换气措施。
控制异型管厚度波动的九点措施:
(一)将乳化液的浓度由2.5%提高到4%左右,增大轧制过程中轧辊与异型管带钢有效接触区的油膜厚度,提高润滑性能,降低摩察系数,从而降低轧制力,改善厚度波动。
(二)通过添加酸性添加剂,使乳化液pH值控制在5-5.5,使轧制油颗粒度趋于增大,降低乳化液稳定性,使ESI由60%-80%降低到40%-60%,从而提高油水分离效果,改善异型管的润滑条件。
(三)降低工作辊辊面粗糙度,将辊面粗糙度由0.8-1.0μm减小到0.4-0.6μm。
(四)压缩轧制道次,减小因加工硬化引起变形抗力增大导致的异型管道次轧制力增大,厚度波动。
(五)将轧机正常生产时乳化液的加热温度由50-55 ℃,提高为55-60 ℃,以加快乳化液油滴分子的运动速度,使油滴分子聚集度增大,改善润滑条件。多年经验
买赣州南康无缝钢管直接找源头工厂给您更好的产品
质量把控
严格把控赣州南康无缝钢管生产标准确保品质出厂的都是合格品
支持定制
赣州南康无缝钢管按需定制产能稳定满足多种需求
服务保障
赣州南康无缝钢管成熟技术团队和售后团队交货准时
赣州南康无缝钢管定制流程
选购有现货的异型钢管基地来赣州市南康区找亚华钢管有限公司(南康分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:胡经理-15066480076,{QQ:1050645133},地址:[汇通物流园C区303]。














